Пружины растяжения навиваются с плотно прижатыми витками. Пружины могут иметь цилиндрическую, коническую или бочкообразную форму.
Пружины растяжения изготовляют на простейших приспособлениях и на специальных пружинонавивочных автоматах.
Витые пружины растяжения для крепления имеют на концах крепежные кольца, которые в ряде случаев изготовить на автоматических станках трудно, поэтому кольца в них заменяют винтовыми пробками или шарнирными кольцами.
Изготовление колец для пружин растяжения более сложно, чем для пружин сжатия. При ручном изготовлении крепежных колец применяют специальные оправки для разводки и отрубки концов пружины, используя при этом слесарные тиски, зубила, кусачки и плоскогубцы. При изготовлении колец необходимо помнить об упругих свойствах пружины и найти оптимальное расположение колец по отношению друг к другу, с учетом того, что при последующей термической обработке с пружины снимаются остаточные напряжения и вследствие этого пружина довивается, изменяя тем самым взаимное расположение колец. Концы пружины отгибают по радиусу, который не должен быть меньше половины диаметра проволоки, к внутренней части изгиба. Уменьшение радиуса или нанесения острых забоин приводит при гибке к поломке уса пружины вследствие местной концентрации напряжений около дефекта-забоины и появления больших остаточных напряжений. При удлиненном крепежном кольце необходимо предусмотреть некоторую часть проволоки для завивки кольца на штифт оправки, лишнюю часть кольца отрубают или отрезают согласно требованиям чертежа.
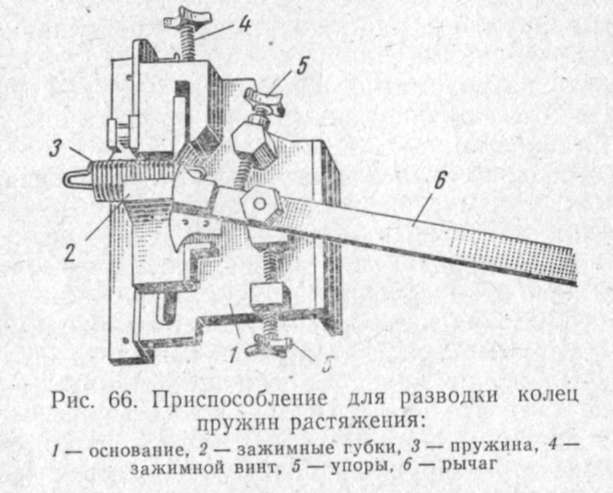
Для отгибки колец применяют специальные приспособления, которые повышают производительность. Приспособление, показанное на рис. 66, позволяет отгибать кольца непосредственно на навитой пружине. При удлиненном усе кольцо загибают специальным роликом с желобом, радиус углубления которого соответствует профилю проволоки.
Кольца для пружин растяжения изготовляют отдельно от пружин. Кольца предварительно вводятся внутрь пружины, после чего обжатием в приспособлении под прессом или довивкой на станке получают конус. Винтовые пробки ввертывают в пружину, при этом резьба пробки должна соответствовать шагу пружины, а в резьбовое отверстие пробки ввертывают крепежное кольцо. Крепежные кольца с винтовыми пробками
Технологический процесс изготовления пружин растяжения несколько отличается от технологического процесса изготовления пружин сжатия и состоит из следующих операций: навивка пружин; термическая обработка — отпуск; обработка крепежных колец; правка и контроль размеров; термическая обработка; обработка поверхности; испытания и контроль; защитное покрытие поверхности и ее контроль; упаковка.
Мелкие пружины растяжения навивают из проволоки диаметром 0,2—4 мм вручную на простейших навивочных приспособлениях, на токарных станках и пружинонавивочных автоматах.
Средние пружины растяжения навивают из проволоки диаметром 4—10 мм только на токарных станках и пружинонавивочных автоматах.
Крепежные кольца пружин растяжения разводят и гнут на слесарно-механическом участке, оборудованном слесарными верстаками, приспособлениями и имеющем прессы для обработки концов пружин.
Прессы оснащены универсальными блоками, позволяющими быстро устанавливать съемные приспособления по обработке концов пружин гидравлическими зажимами.
Рабочие места слесарного участка оборудованы верстаками и приспособлениями для разводки и гибки концов пружин. На этом участке изготовляют также крепежные кольца, осуществляют вручную довивку фасонных пружин кручения на специальных приспособлениях.
Пружины растяжения, обработанные на слесарно-механическом участке, поступают на участок термической обработки.
